
检测类型安全质量检测
服务内容办理验厂手续、工业厂房、外资验厂、外商外企
房屋危险性鉴定应按A、B、C、D 四等级
安全质量检测可靠性检测
所在地深圳
收费标准根据实际情况协商
出报告时间3-7天
是否现场检测是
检测报告有
检测方法量尺、探针等
服务合同一式三份
检测范围学校/宾馆/厂房/小区/民房/幼儿园
检测项目楼房完损性鉴定,厂房检测
检测地区全国
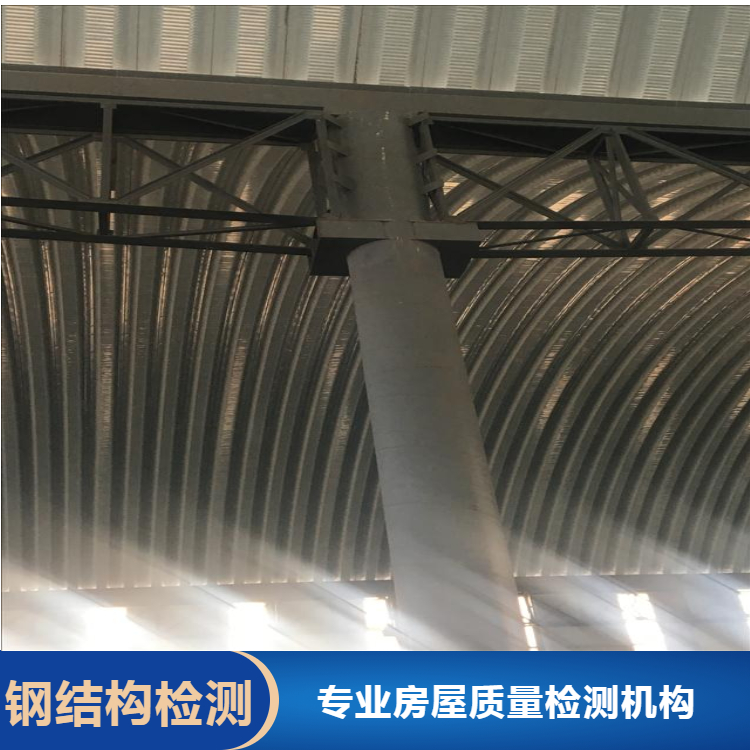
既有钢结构遇到下列情况之一时,应进行检测:1、钢结构鉴定;
2、钢结构抗震鉴定;
3、钢结构大修前的可靠性鉴定;
4、建筑改变用途、改造、加层或扩建前的鉴定;
5、受到灾害、环境侵蚀等影响的鉴定;
6、对既有钢结构的可靠性有怀疑或争议。
1.钢结构工程施工中存在问题
异型焊缝检测技术。根据焊接缺陷的分布类型和规律,制作了包括裂纹、夹渣、未焊透、未融合4种类型缺陷的异型焊接试块,并分别采用常规超声、相控阵技术两种方法,经检测,两种方法在检测焊缝的时候均存在漏检现象,其中常规超声出现两个较高的回波,但没有办法识别出哪个属于假缺陷回波,而相控阵技术在经过后期的工艺修改仿真之后,以及进行检测工艺的优化,基本能够准确找出缺陷的长度、位置、深度和高度,以及根据视图,可以判定出缺陷的性质,因此异型焊缝无损检测技术,可优先考虑相控阵技术。
1.2柱脚安装方面的问题
首先,预埋件中存在的问题;预埋件局部或整体出现偏移,实际标高不准确,缺乏保护丝扣的措施,进而引起了钢柱底板螺栓不对位,丝扣实长与要求不相符。其次,锚栓不垂直;框架柱脚没有显着的底板水平,致使锚栓难以做到垂直,基础施工作业后产生的预埋锚栓水平误差明显。再次,锚栓连接中存在的问题;主要体现在柱脚锚栓松弛,垫板与底板间未进行有效的焊接,一些部位处未外露两到三个丝扣的锚栓。
2.1检测构件尺寸及平整度
应严格根据设计图纸中所明确的具体尺寸标准对钢构件的尺寸偏差进行准确计算;计算所得的偏差允许值必须与其产品标准规定的范围相符。由于梁和桁架构件会出现平面内的垂直变形和平面外的侧向变形,所以应将检测重点放在垂直变形与侧向变形的平直度上。柱共存在柱身倾斜变形与挠曲变形两种。
检查过程中,先通过目测找出缺陷之处或者疑点地方时,对梁、桁架可在构件支点间拉紧一根铁丝或细线,接下来对各点间的垂直度与存在的偏差加以准确测量;通过经纬仪或全站仪测量柱的垂直度。对于柱挠曲,应在构件支点间拉紧一根铁丝或者实施细线测量。
2.2检测涂层厚度
在钢结构检测中,涂层好坏及涂层厚度是一个重要参数,因此测定涂层厚度是一项重要项目。
涂层厚度测定一般用磁性测厚仪测定,国内外均有产品。用磁性测厚仪时,要调好仪器,使其具有正常工作性能。
首先要确定测量范围,测量时,用探头接触被测涂层。测定时首先要清除涂层表面灰尘和油污,以防影响精度。
测试时根据涂层具体情况确定,首先通过仪器确定有无涂层,因在长期环境作用下涂层损伤直至消失涂层,涂层消失与否是涂层的重要参数。因为有无残留涂层是结构锈蚀程度一个重要界限,也是性评估的重要界限。

1、表面硬度检验: G205-2001要求跨度40m以上,建筑安全等级为一级的网架螺栓必须进行表面硬度检测。用洛氏硬度计进行检测。 8.8s级硬度为21-29 10.9s级硬度为32-36 每种规格检测8只
1、杆件连接焊缝检验: 杆件与封板或锥头的对接焊缝采用超声波检测内部缺陷,依据《钢结构超声波探伤及质量分级法》JG/T203-2007.焊缝质量等级应达到设计要求,设计无要求时,应符合G205-2001二级质量标准。 检验数量每种杆件抽检5%,不少于5根。
焊缝超声波(x射线)无损检测:
1)、设计要求全焊透的一、二级焊缝应采用声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷作出判断时,应采用射线探伤,其内部缺陷分级及探伤方法应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级》GB 11345或《钢熔化焊对接接头射线照相和质量分级》GB 3323的规定。
2)、焊接球节点网架焊缝、螺栓球节点网架焊缝及圆管T、K、Y形节点相贯焊缝,其内部缺陷分级及探伤方法应分别符合国家现行标准《焊接球节点钢网架焊缝超声波探伤方法及质量分级法》JG/T 3034.1、《螺栓球节点钢网架焊缝超声波探伤方法及质量分级法》JG/T 3034.2、《建筑钢结构焊接技术规程》JGJ 81的规定。
3)、钢结构无损检测应在焊接外观检测合格后方可进行;同时,监理人员应在现场对无损检测进行旁站监理,并做好记录。
4)、一级焊缝质量等级内部缺陷超声波探伤比例,二级焊缝质量等级内部缺陷超声波探伤比例20%;
在设置检测仪器参数的基础上,分别检测平板焊接、角接焊缝、异型焊缝,无损伤检测技术应用情况分别如下:
(1)平板焊接检测。平板焊接的检测,需要取焊接缺陷的模拟试块,并合理设置仪器参数,然后通过检测,对结果进行分析,以优化无损伤检测技术的应用方法。钢结构桥梁的平板焊接,焊缝容易预埋人工缺陷,笔者分别制作了8块特种试块,并在这些试块焊接接头位置设置了包括裂纹、气孔、夹渣、未焊透在内的14种缺陷,作为钢结构桥梁平板焊接的模拟试块,然后分析这些试块焊接的缺陷分布类型和规律。通过检验,基本检验出平板焊接焊缝的质量,但常规的超声检测没有办法实现全纪录,因此缺陷长度存在误差,而相控阵技术能够全数据纪录焊缝内的缺陷,准确找出焊缝缺陷的位置、长度、深度和高度,平板焊接可优先考虑相控阵无损检测技术的应用。
角接焊缝检测技术。角接焊缝检测较为复杂,其中包括T型焊接、Y型角接焊缝两种,在这里需要分别准备这两种焊接缺陷的模拟试块。T型焊接缺陷模拟试块的准备,是根据焊接缺陷分布的类型和规律,制作包括裂纹、夹渣、未焊透3种类型缺陷的试块,并分别采用常规超声、相控阵技术两种方法,经检测,常规超声和相控阵技术能够找出试块的全部缺陷,但前者利用波幅测量缺陷长度和高度的时候,存在一定的误差,而后者能够准确定出缺陷的位置、长度、高度和深度,因此T型焊接缺陷的无损检测技术适用相控阵技术。而Y型角接焊缝检测,所采用的缺陷模拟试块是根据焊接缺陷的分布类型和规律,制作包括裂纹、夹渣、未焊头、未融合4种类型缺陷的试块,并分别采用常规超声、相控阵技术两种方法,经检测,常规超声和相控阵技术能够找出试块的全部缺陷,但前者利用波幅测量缺陷长度和高度的时候,存在一定的误差,而后者能够准确定出缺陷的位置、长度、高度和深度,因此Y型焊接缺陷的无损伤检测,同样适用相控阵技术。
建设工程钢结构检测
1、钢结构材料焊接材料及焊接接头等物理性能(屈服强度、抗拉强度、伸长率、弯曲、冲击韧性、硬度) 2、 钢结构构件性能实荷载检验(应力应变、残余应力、承载能力)3、钢结构无损探伤(超声波、射线、磁粉、渗透) 4、钢结构防腐及防火涂装检测(防腐及防火涂层厚、附着力)5、 钢结构的连接性能检测(摩擦面抗滑移系数检验、高强度螺栓连接副扭矩系数和预拉力检验、施工终扭矩检测)6、钢结构变形检测(挠度、垂直度、平面弯曲等)7、 移动通信塔桅、广播电视塔桅等结构安全评估 8、广告牌安全评估 9、 钢结构材料化学分析:碳、硅、锰、磷、硫元素分析 10、钢结构的动力测试钢筋混凝土现浇屋面板顶:钢筋混凝土现浇屋面板是目前通用的屋顶构造方式,它是双向受力构件。符合设计规范厚度与铺筋密度的现浇屋面板,其承重能力一段均在二级板水平以上。但土厚超过25厘米的静压区布置仍不能设在净空区。虽然四边均可设置,但其计算考量尺度,应以净空长宽两个数据中较短的一个为准,基本比例同上(预制板顶),土厚可参照二级板。至于土厚在15~20厘米的浅土种植区,可在净空3.3米以下的露台屋面上任意布置或全覆盖
现在很多工业厂房都是使用钢筋,钢架组成,但是关于安全性,结构是否安全呢?关于钢结构厂房主体结构形式为钢结构,基础形式为浅基础。
检测方案如下:
1.收集设计资料、施工质保资料等相关资料;
2.根据委托单位提供的资料,对建筑物的楼面荷载、使用环境、使用历史等作全面调查;
3.外观质量检测;
4.结构布置检测,采用卷尺、皮尺检测该建筑结构轴线;
5.测量主要结构构件几何尺寸、截面规格;
6.钢构件涂层厚度检测;
7.采用超声波探伤法检测钢梁、钢柱、钢网架部分杆件的焊缝质量,采取随机抽测的原则;
8.抽查螺栓质量;
9.测量角柱的水平位移;
10.根椐上述检测结果及查阅相关的资料,编制房屋结构安全报告,综合评定该工程质量及其安全性,并提出相应的处理措施。
铁岭钢网架结构检测鉴定
